



山西鴻鎧鐵業1、法蘭的屈服強度 是金屬材料發生屈服現象時的屈服頂點,也就是抵抗微量塑性變形的應力。對于無明顯屈服現象出現的金屬材料,規定以產生0.2%殘余變形的應力值作為其屈服頂點,稱為條件屈服頂點或屈服強度。 大于屈服強度的外力作用,將會使零件失效,無法恢復。如低碳鋼的屈服頂點為207MPa,當大于此頂點的外力作用之下,零件將會產生變形,小于這個的,零件還會恢復原來的樣子。
(1)對于屈服現象明顯的材料,屈服強度就是屈服點的應力(屈服值);
(2)對于屈服現象不明顯的材料,與應力-應變的直線關系的頂點偏差達到規定值(通常為0.2%的原始標距)時的應力。通常用作固體材料力學機械性質的評價指標,是材料的實際使用頂點。因為在應力超過材料屈服頂點后產生頸縮,應變增大,使材料破壞,不能正常使用。 當應力超過彈性頂點后,進入屈服階段后,變形增加較快,此時除了產生彈性變形外,還產生部分塑性變形。當應力達到b點后,塑性應變急劇增加,應力應變出現微小波動,這種現象稱為屈服。這一階段的應力分別稱為上屈服點和下屈服點。由于下屈服點的數值較為穩定,因此以它作為材料抗力的指標,稱為屈服點或屈服強度(ReL或Rp0.2)。
山西鴻鎧鐵業1.工裝設計制造大型法蘭由2塊互成900的裝夾底板,2塊法蘭托板和2塊立板及4塊加強筋板組焊而成。為保證工裝的剛度,相連板塊焊縫應開坡口焊透,焊角高20—30mm。在法蘭托板上鉆有相應的螺栓孔,保證法蘭能與法蘭托板用螺栓準確連接,小端法蘭背面與托板之間留有能放入小型手動千斤頂的空隙,同時按順著立板方向在法蘭托板上開出缺口,以便將彎頭裝入工裝之中,采用較厚鋼板制成近似槽型結構的工裝,能夠滿足切削時對剛性的需求。大型法蘭的2個法蘭面是相互垂直的,而立式車床的工作臺是水平回轉的,所以該工裝的主要功能是利用大端法蘭上的螺栓孔把工裝與法蘭連接在一起。工裝裝夾在工作臺上時應保證被加工的法蘭平面與立式車床工作臺同心并平行。
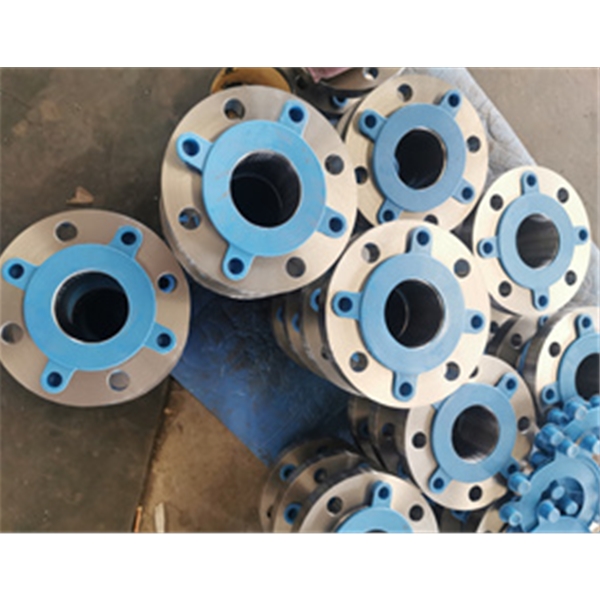
法蘭加工的時候,我們首先要了解到這樣的一種零部件本身在焊接的過程里面就可能會有一定的缺陷,不銹鋼的法蘭的焊接缺陷,如果較為嚴重的話,那么基本上就是采用手工機械來進行打磨的,這種打磨的方式用來進行彌補,相對來說就可能會產生一系列的打磨痕跡,可能多多少少都會造成表面不均勻的情況,從而直接影響到了整個設備的美觀。法蘭加工的時候有可能打磨拋光的不均勻,這樣在進行一系列的酸洗鈍化的處理過程當中,對于面積比較大的工件,很難達到一種較為均勻的處理效果,所以說如果無法達到這種效果的話,那么在加工的過程當中肯定會耗費更多的時間,相對來說對于一些輔助性的用料耗費的材料也是非常高的。在加工的過程當中還面臨著一種問題。