


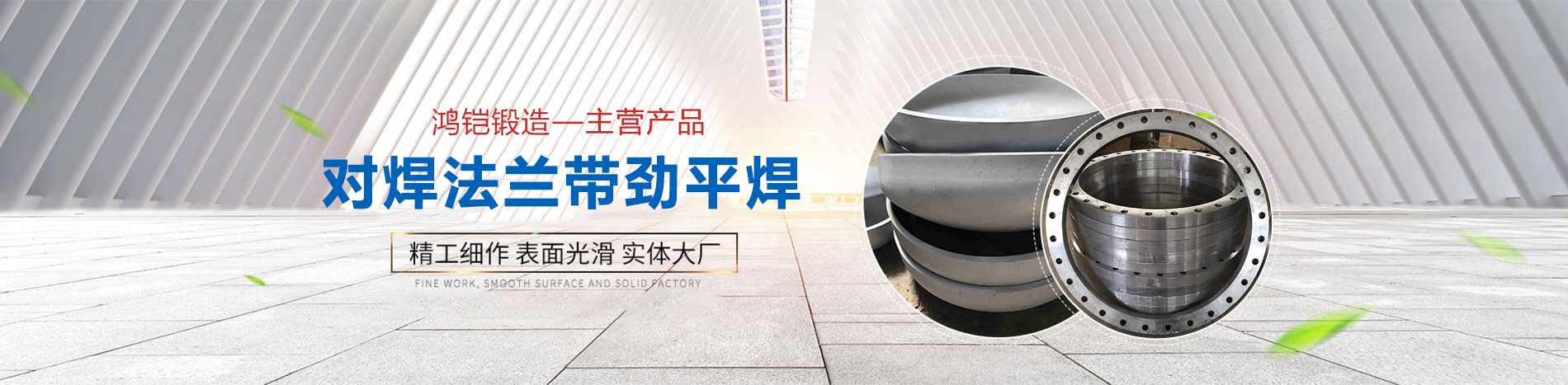

山西法蘭鍛造工藝對設備要求,比傳統模鍛要嚴格,沖頭的位移特性必須同預成形坯的變形致密特點相匹配。坯料與模具的接觸時間要盡可能的短。鍛壓機要有良好的剛性,活動橫梁及活塞要有良好的導向精度才能確保鍛件精度。因此,平焊法蘭鍛造一般選擇機械壓力機,如曲軸壓機,或精度較高的摩擦壓力機。
山西法蘭的鍛造可分為自由鍛、鐓粗、擠壓、模鍛、閉式模鍛、閉式鐓鍛。閉式模鍛和閉式鐓鍛由于沒有飛邊,材料的利用率就高。用一道工序或幾道工序就可能完成復雜鍛件的精加工。由于沒有飛邊,鍛件的受力面積就減少,所需要的荷載也減少。但是,應注意不能使坯料完全受到限制,為此要嚴格控制坯料的體積,控制鍛模的相對位置和對鍛件進行測量,努力減少鍛模的磨損。
根據鍛模的運動方式,鍛造又可分為擺輾、擺旋鍛、輥鍛、楔橫軋、輾環和斜軋等方式。擺輾、擺旋鍛和輾環也可用精鍛加工。為了提高材料的利用率,輥鍛和橫軋可用作細長材料的前道工序加工。與自由鍛一樣的旋轉鍛造也是局部成形的,它的優點是與鍛件尺寸相比,鍛造力較小情況下也可實現形成。包括自由鍛在內的這種鍛造方式,加工時材料從模具面附近向自由表面擴展,因此,很難保證精度,所以,將鍛模的運動方向和旋鍛工序用計算機控制,就可用較低的鍛造力獲得形狀復雜、精度高的產品。例如生產品種多、尺寸大的汽輪機葉片等鍛件。
當溫度超過300-400℃(鋼的藍脆區),達到700-800℃時,變形阻力將急劇減小,變形能也得到很大改善。根據在不同的溫度區域進行的鍛造,針對鍛件質量和鍛造工藝要求的不同,可分為冷鍛、溫鍛、熱鍛三個成型溫度區域。原本這種溫度區域的劃分并無嚴格的界限,一般地講,在有再結晶的溫度區域的鍛造叫熱鍛,不加熱在室溫下的鍛造叫冷鍛。
在低溫鍛造時,鍛件的尺寸變化很小。在700℃以下鍛造,氧化皮形成少,而且表面無脫碳現象。因此,只要變形能在成形能范圍內,冷鍛容易得到很好的尺寸精度和表面光潔度。只要控制好溫度和潤滑冷卻,700℃以下的溫鍛也可以獲得很好的精度。熱鍛時,由于變形能和變形阻力都很小,可以鍛造形狀復雜的大鍛件。要得到高尺寸精度的鍛件,可在900-1000℃溫度域內用熱鍛加工。另外,要注意改善熱鍛的工作環境。鍛模壽命(熱鍛2-5千個,溫鍛1-2萬個,冷鍛2-5萬個)與其它溫度域的鍛造相比是較短的,但它的自由度大,成本低。
坯料在冷鍛時要產生變形和加工硬化,使鍛模承受高的荷載,因此,需要使用高強度的鍛模和采用防止磨損和粘結的硬質潤滑膜處理方法。另外,為防止坯料裂紋,需要時進行中間退火以保證需要的變形能力。為保持良好的潤滑狀態,可對坯料進行磷化處理。在用棒料和盤條進行連續加工時,目前對斷面還不能作潤滑處理,正在研究使用磷化潤滑方法的可能。
以上信息由山西法蘭專營廠家——山西鴻鎧鍛造公司提供,了解更多,歡迎來電咨詢。